Jul 31, 2026
Food Factory Cleanroom Solution: Air Filtration and Equipment Configuration for ISO 7–8 Food-Grade Environments
Designing food-grade cleanrooms to ISO 7 and ISO 8 standards requires an integrated equipment suite—including humidity-rated HEPA Fan Filter Units (FFUs), stainless steel air showers, and double-door pass boxes—to meet strict FDA 21 CFR Part 110 and EU EC 1935/2004 microbiological contamination limits.
This article covers air filtration design, equipment configurations, material specifications, and moisture-resistance strategies for food-grade environments. Food safety directors, plant engineers, B2B procurement heads, and cleanroom design contractors in the dairy, meat, beverage, and nutritional supplement industries should read this guide.
Section 1: The Regulatory Architecture of Food Processing Cleanrooms
In the food manufacturing industry, the control of airborne biological contaminants—such as yeast, mold, Listeria monocytogenes, Salmonella, and Escherichia coli—is paramount. Unlike microelectronics factories where inanimate particles are the primary concern, food facilities must eliminate viable living micro-organisms that cause food spoilage and severe foodborne illnesses.
To regulate these environments, international bodies enforce strict compliance frameworks: * US FDA 21 CFR Part 110 / Part 117: Outlines Current Good Manufacturing Practices (cGMP) in manufacturing, packing, or holding human food. It mandates that buildings and fixtures must be constructed in a manner that prevents food contamination and allows for thorough sanitization. * EU Regulation (EC) No 1935/2004: Governs materials intended to come into contact with food. Any equipment, including air shower surfaces and pass-through doors, must be made of food-safe, inert materials that do not transfer chemical substances into food. * HACCP (Hazard Analysis Critical Control Point): Demands physical barriers and positive air pressure gradients to isolate raw handling areas from final packaging and cooling zones.
Implementing cleanrooms graded to ISO 14644-1 Class 7 (Class 10,000) or Class 8 (Class 100,000) is the standard method for establishing these physical and aerodynamic barriers, particularly in high-risk zones where food is exposed to the atmosphere before packaging.
Section 2: Material Selection and Hygienic Design
The core principle of food-grade cleanroom equipment is cleanability. Surfaces must be designed to withstand frequent, aggressive sanitization cycles while eliminating physical crevices where organic matter can accumulate and bacteria can multiply.
• Stainless Steel Dominance: All equipment casing, interior linings, and structural framing must be constructed from SUS 304 or SUS 316 stainless steel. Stainless steel exhibits excellent resistance to chlorine-based sanitizers, hydrogen peroxide, and organic acids. It has a non-porous, smooth surface that is easy to wipe down.
• Seamless Welding and Radius Corners: To prevent bacterial colonization, all internal welds must be ground smooth, polished, and finished without cracks. Equipment interiors must feature curved, radius corners (rounded joints) rather than sharp 90-degree angles, preventing dust and moisture accumulation.
• Non-Porous Gaskets and Seals: Door gaskets and filter seals must utilize non-toxic, food-grade silicone or EPDM elastomers that do not degrade or support fungal growth when exposed to humidity.
Section 3: Equipment Configuration by Food Category
The table below outlines the recommended ISO cleanliness classes and equipment configurations across different food processing sectors to guarantee food safety and regulatory compliance.
Section 4: Overcoming the Challenges of High Humidity, Moisture, and Washdowns
Food processing factories are demanding environments characterized by high relative humidity (often exceeding 80% RH), steam cleanings, and aggressive daily washdowns. This introduces unique engineering challenges for air filtration:
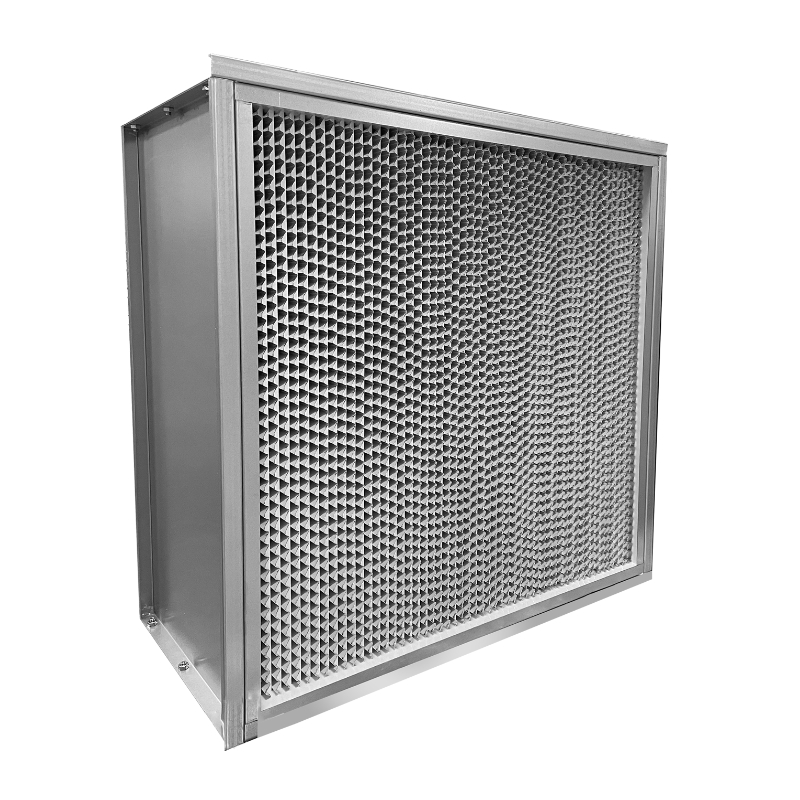
Moisture-Resistant HEPA Filters: Standard HEPA filters utilize a wood-pulp-based separator or standard fiberglass paper which softens, sags, and tears when exposed to high moisture. Once damp, the filter media can support the growth of mold and mildew, converting the filter into a contamination source. To solve this, food-grade HEPA filters must utilize fiberglass with specialized water-repellent binders or synthetic PTFE membranes housed in anodized aluminum or plastic frames.
Washdown-Rated Equipment (IP Rating): Air showers, pass boxes, and FFUs located in washdown zones must have an ingress protection rating of at least IP65 or IP66. This ensures that high-pressure water sprays used during cleaning do not damage internal fan motors, electrical circuit boards, or PLC touchscreens.
Internal Condensation Prevention: KLC food-grade FFUs feature double-walled, insulated casings and specialized droplet separators to prevent condensation from forming inside the fan chamber, ensuring that no liquid water drips onto the food production line below.
Section 5: Step-by-Step Equipment Configuration: KLC’s Solutions
A complete KLC cleanroom equipment solution for an ISO 7 food-grade environment is deployed as follows:
• Personnel Entrance: Operators pass through a KLC SUS 304 Stainless Steel Air Shower equipped with photoelectric automatic sliding doors. The air shower’s high-velocity jets (25 m/s) strip clothing fibers, hair, and dust before the worker enters the cleanroom.
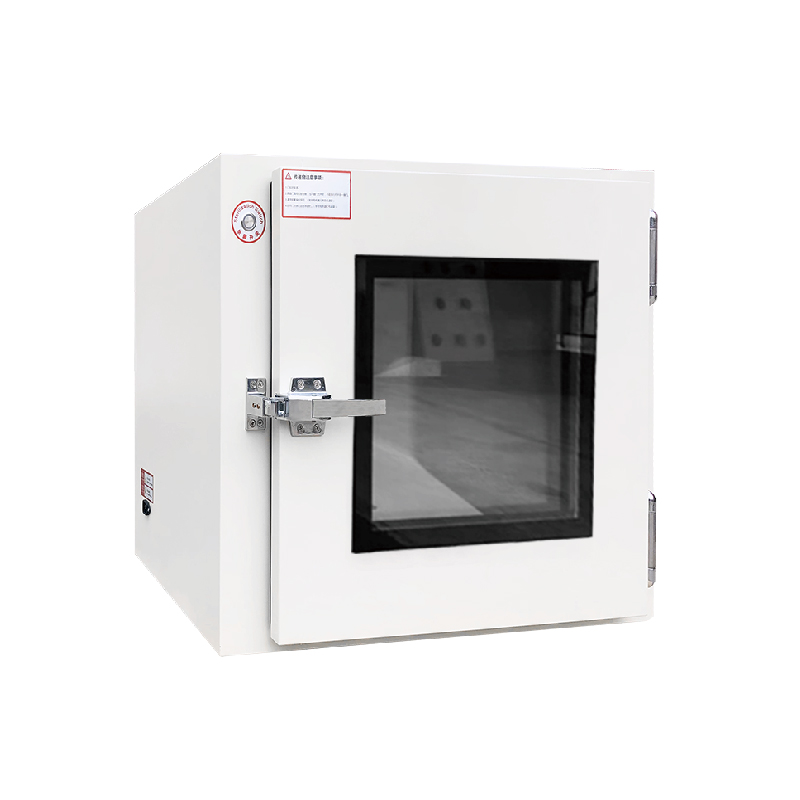
• Material Transfer: Raw ingredients, bottles, or packaging materials are transferred via a KLC Dynamic Pass Box. The pass box features an integrated H14 HEPA recirculating laminar flow fan and dual UV-C sterilizing lamps to disinfect the exterior surfaces of items before entry, preventing raw-material spores from contaminating the clean packaging area.
• Air Filtration: KLC Fan Filter Units (FFUs) are installed in a grid pattern on the cleanroom ceiling. These units utilize high-efficiency EC motors and H14 HEPA filters to maintain constant positive pressure and a high rate of clean air changes (typically 30 to 45 ACH), diluting and removing any airborne biological particulates.
Section 6: FAQ (8 Questions)
Q1: What ISO cleanroom class is required for aseptic food packaging?
For high-risk food packaging, such as aseptic dairy bottling or sliced meat packaging, an ISO Class 7 (Class 10,000) or ISO Class 8 (Class 100,000) cleanroom environment is typically required. The specific target area where the product is exposed to the air (the filling nozzle or slice conveyor) is often protected by a localized ISO Class 5 laminar flow hood or FFU canopy. This multi-zone approach provides maximum microbiological protection at the critical point of exposure without the high cost of certifying the entire room to Class 5.
Q2: Why do standard HEPA filters fail in high-humidity food processing areas?
Standard HEPA filters fail because they are not engineered to handle moisture. When standard glass-fiber filter paper absorbs water from humid air or steam cleaning, the water blocks the micro-pores, causing the static pressure to spike and the airflow to drop. Over time, the damp filter media becomes a breeding ground for mold spores and bacteria, which can eventually bypass the filter and contaminate the cleanroom air. Food-grade HEPA filters must use hydrophobic glass fiber or PTFE media with antimicrobial additives to prevent this.
Q3: What are the material requirements for pass boxes used in food factories?
Pass boxes used in food factories must be constructed entirely from SUS 304 or SUS 316 stainless steel. The interior chamber must have fully welded, seamless joints with large radius (curved) corners to prevent dust, powder, or organic residue from becoming trapped. The doors must feature heavy-duty tempered glass or polycarbonate windows, dynamic non-porous silicone seals, and a secure electronic interlocking mechanism to prevent both doors from being opened at the same time.
Q4: Can air showers in food factories be washed down with chemical sanitizers?
Yes, provided they are specifically engineered for washdown resistance. KLC designs food-grade air showers with IP66-rated moisture-resistant centrifugal fan motors, waterproof silicon-sealed joints, and chemically resistant SUS 304 stainless steel casings. The control panels are covered with waterproof membranes. This robust design allows the exterior and interior of the air shower to be regularly wiped down or sprayed with standard sanitizing chemicals, such as diluted sodium hypochlorite or isopropyl alcohol.
Q5: How does positive air pressure prevent contamination in food processing lines?
Positive air pressure works by maintaining a higher air pressure inside the high-risk food processing zone than in the surrounding raw-handling or warehousing areas. Because air naturally flows from areas of high pressure to low pressure, this pressure gradient ensures that when doors are opened or material pass-throughs are used, clean air is pushed outward. This aerodynamic barrier prevents airborne mold spores, dust, and raw-ingredient contaminants from drifting into the sterile packaging area.
Q6: What is the role of G4 and F8 pre-filtration in food dust environments?
In food factories where high amounts of powder dust are generated (such as flour, milk powder, or sugar), G4 and F8 pre-filters are crucial. G4 pre-filters capture the heaviest particles, while F8 middle-pocket filters trap sub-micron organic dust. Without this two-stage pre-filtration, the fine food dust would directly impact and block the terminal H14 HEPA filters within days, leading to frequent, expensive HEPA replacements and process downtime.
Q7: How does KLC design equipment to prevent Listeria and mold harborage?
KLC prevents microbial harborage through advanced hygienic structural design. We eliminate lap joints, exposed screw threads, and deep crevices where water and food residue can accumulate. Our stainless steel panels are fully laser-cut and welded seamlessly, and our dynamic pass boxes and air showers feature sloped roofs and self-draining interior bottom plates. These design features ensure that any moisture from cleaning drains away rapidly, leaving no stagnant pools where Listeria or mold can survive.
Q8: Why are non-gassing and food-safe silicones mandatory in food cleanrooms?
Standard industrial silicones often contain volatile organic compounds (VOCs) and chemical plasticizers that can off-gas into the cleanroom air, potentially contaminating sensitive food products or altering their flavor profiles. Furthermore, standard silicones can degrade and crack when exposed to high-humidity food washdowns. Food factories must use FDA-compliant, non-gassing, mold-resistant silicone sealants that remain stable, non-porous, and airtight under continuous exposure to moisture and chemical sanitizers.
Section 7: Conclusion and Recommendation
Establishing a secure, compliant food processing environment requires the careful selection of specialized cleanroom equipment. By configuring your facility with SUS 304 stainless steel air showers, dynamic pass boxes, and humidity-rated HEPA Fan Filter Units, you can ensure compliance with FDA 21 CFR and EU standards while extending product shelf-life.
To partner with a premier, certified food-grade cleanroom supplier, contact the technical sales team at KLC International.















































 IPv6 network supported
IPv6 network supported













